


Current status of space remote sensing equipments research base in CIOMP
-
摘要: 通过20多年的努力, 中国科学院长春光学精密机械与物理研究所(以下简称长春光机所)现已成为我国航天光学遥感器研制领域的重要基地。本文在回顾其发展历史的基础上, 详实地介绍了近10年来长春光机所在这一领域取得的技术进步, 涵盖了航天光学遥感器研究、设计、制造、装调、检测、试验等各个方面。Abstract: Changchun Institute of Optics, Fine Mechanics and Physics(CIOMP), Chinese Academy of Sciences(CAS) has made great efforts for over two decades on promoting herself to be a very important base of space remote sensing equipments' developing in China. The current status of CIOMP in this field is introduced in this paper based on the review of its development history, including the design, manufacturing, alignment, detection, and test of space remote sensing equipments, etc.
-
Key words:
- space optical remote sensors /
- space optics
-

图 2 利用低温消失模技术实现SiC反射镜的背部半封闭结构
Figure 2. Back semi-closed structure of SiC mirror by the EPC technology at low temperature

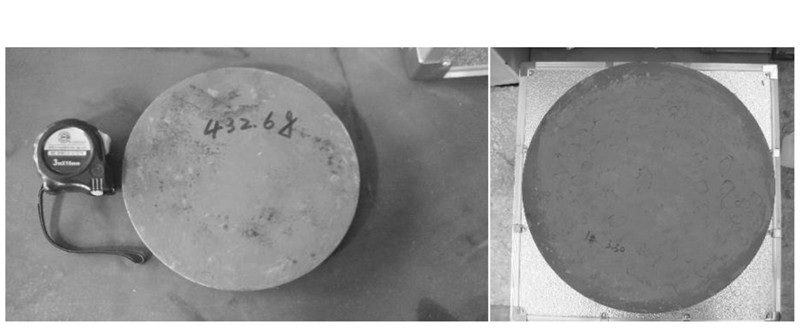
图 6 Φ 200 mm和Φ 500 mm超轻RBSiC镜坯
Figure 6. Ultrlight RBSiC mirror blank with Φ 200 mm and Φ 500 mm

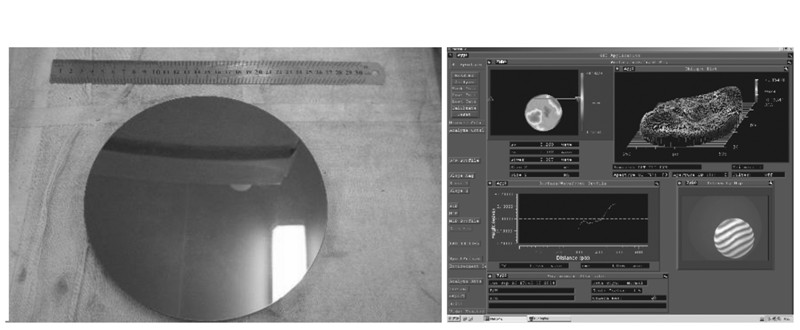
图 15 SiC反射镜改性前后表面对比
Figure 15. Comparison of SiC mirror surface before and after modification

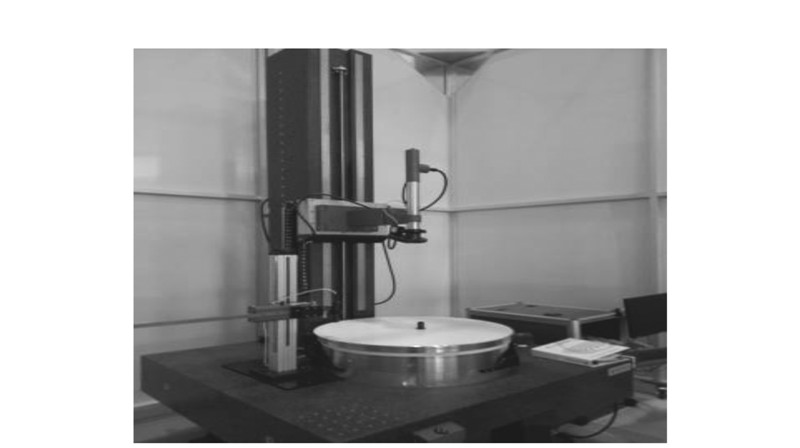
图 31 高精度大量程CCD拼接仪
Figure 31. CCD assembling instrument with high precision and wide range

图 34 2013年获得IPC在美国圣地亚哥举办的首届手工焊接世界冠军赛季军
Figure 34. Staff of CIOMP won the third place for the 1st hand soldering competition and IPC world championship in 2013

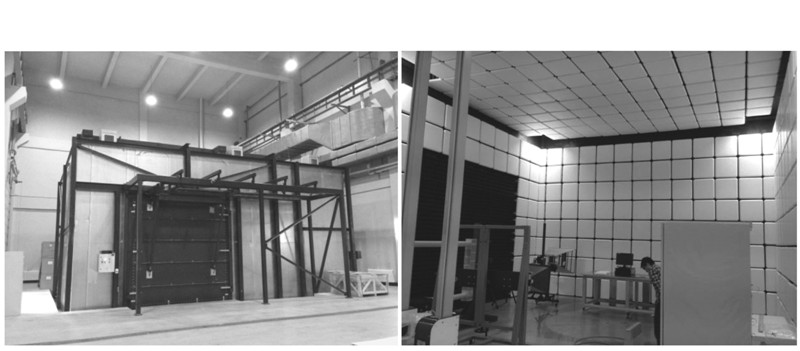
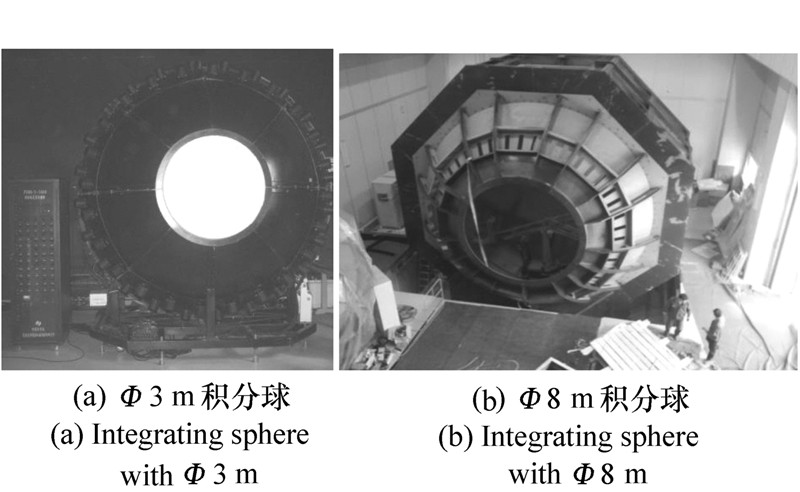
图 36 大型光学遥感器空间环境模拟试验设备
Figure 36. Space environment simulation test equipment of large scale optical remote sensors

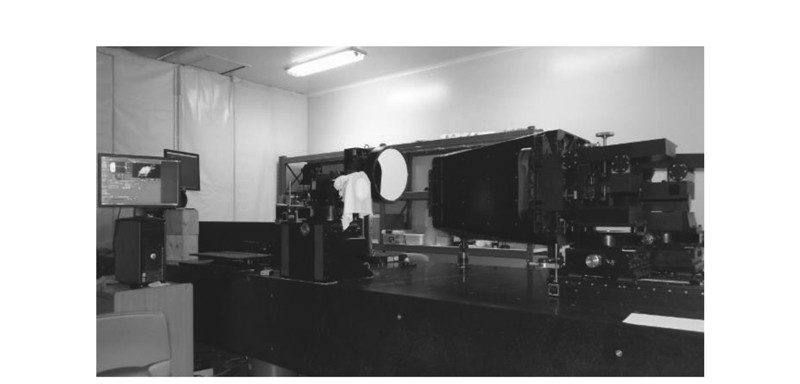
图 37 测绘相机用热真空试验设备
Figure 37. Thermal vacuum test equipment for surveying and mapping camera
表 1 计算像移速度矢量数学模型四个版本的简要说明
Table 1. Brief description for four versions of mathematic model of calculating image motion velocity vector
版本号 数学模型的完善过程 应用的局限性 载荷的应用情况 第一版 定义18个影响像移速度矢量的参数; 只适用于同轴光学系统的星下点 2003年,XX_5星下点摄像; 建立7个坐标系; 摄像; 2005年,XX_6星下点摄像; 进行7个坐标系之间共11次齐次线性变换; 从物空间到像空间的位置场映射; 建立像面位置方程; 求解像面像移速度矢量; 第二版 定义18个影响像移速度矢量的参数; 可应用于离轴光学系统; 建立7个坐标系; 只分别适用于卫星侧摆或前后摆 引入光轴、视轴和光线的概念; 姿态下的摄像; 进行7个坐标系之间共11次齐次线性变换; 只分别适用于卫星侧摆或前后摆姿 从物空间到像空间的位置场映射; 态下的摄像;要区分左、右摆,南北极, 建立像面位置方程; 上、下行的8种组合;前、后摆、 求解像面像移速度矢量; 南、北半球,上、下行的8种组合, 引入并单独补充计算投影畸变和地球曲率 共16种情况进行计算; 半径畸变形成的偏流角; 由投影畸变和地球曲率半径畸变产 生的畸变偏流角需单独补充计算; 第三版 定义18个影响像移速度矢量的参数; 由于釆用位置场的映射,和投影畸 2009年,XX_9首星, 建立8个坐标系(引入过景点星下垂线地平 变、地球曲率半径畸变的单独计算, 最大侧摆角40度摄像 坐标系); 造成18个参数之间的相关项漏算, (TDICCD片与片之间 引入光轴、视轴和光线的概念,并进行光线追迹; 得到的像移速度矢量,无论是 由于计算得到的像 进行8个坐标系之间共15次齐次线性变换; 大小和方向上都有理论误差 移速度矢量误差大, 从物空间到像空间的位置场映射; 特别在大卫星姿态时,误差值都会 明显地在交叉拼 建立像面位置方程; 很大,引起图像传函下降; 接处的图像有漏缝) 求解像面像移速度矢量; 引入并单独计算投影畸变和地球曲率半径 畸变形成的偏流角; 第四版 定义18个影响像移速度矢量的参数; 无应用的局限性 (1)2011年和2013年, 建立8个坐标系(引入过景点星下垂线地平坐 XX-9,02星,XX-9,03星, 标系); 最大侧摆角40度摄像; 引入光轴、视轴和光线的概念,并进行光线追迹; (2)2011年,T_XX_1, 进行8个坐标系之间共15次齐次线性变换; 最大侧摆角:15度摄像; 求解物空间速度矢量; (3)2013年,K_XX_1, 从物空间到像空间的速度场映射,得到像面像移 最大侧摆角:45度摄像; 速度矢量; (4)2014年,K_XX_2, 最大侧摆角:45度摄像, 都取得了清晰的图像。  下载: 导出CSV
下载: 导出CSV
表 2 在不同的侧摆角下,每月可对一个目标摄像的次数和可覆盖的地面宽度(注:轨道倾角42.75°,轨道高度400 km)
Table 2. Numbers to shoot one target per month and coverable width of the ground under different lateral angulars(note:orbit inclination is 42.75°,and orbit altitude is 400 km)
可摄像的次数/月 太阳高角/(°) 可覆盖的地面宽度/km (光学遥感器视场:1.5°) 10 20 30 40 侧摆角/(°) ±5° 2 1 1 0 70.01 ±10° 2 1 1 0 141.20 ±15° 3 2 2 0 214.85 ±25° 8 4 4 1 375.68 ±35° 11 7 5 2 569.25 45° 16 12 7 3 827.42
下载: 导出CSV
表 3 地面规划的三次规划工作内容表
Table 3. Three planning work content of ground planning
规划 摄像模式 规划前已知的参数 规划后得到的参数 第一次规划 沿轨纯侧 轨道到地球质心的距离:H0; 摄像点卫星运行的圈数:nk1; 推扫摄像; 轨道倾角:i0; 摄像点轨道的象限位置:mk1(上行、下行,南半 非沿轨倾 卫星第一降交点时刻:tk0; 球、北半球); 斜方向推 在降交点地球坐标系E中给出的 摄像点相对第一降交点的摄像时刻:tk1; 扫摄像; 第一降交点经度:α0; 摄像点轨道地球中心角:γ01=Ωtk1; 在地理坐标系Ge中给出的第一降交点 摄像时星下点的经度:αk1; 经度:αE或αW0; 摄像时星下点的纬度:λk1; 相机可以应用的最大侧摆角:φmax; 摄像时卫星的侧摆姿态角:φ1; 相机可以应用的最大俯仰角:  max;
max;摄像时星下点太阳天顶角:Ek; 景点在地球坐标系中的经度:αEg或αWg 摄像时景点的太阳天顶角Eg; 景点在地球坐标系中的纬度:λNg或λSg; 景点的地心距:Rg; 第二次规划 任意方向沿 第一次规划前已知的参数; 摄像点卫星运行的圈数:nk2; 轨推扫摄 第一次规划后得到的参数; 摄像点轨道的象限位置:mk2; 像;对同一景 设定摄像时需要的卫星俯仰姿态角: 2≠0;摄像点相对第一降交点的摄像时刻:tk2; 区多幅拼接 摄像点轨道地球中心角:γ02=Ωtk2; 推扫摄像; 摄像时星下点的经度:αk2; 对一个景区 摄像时星下点的纬度:λk2; 的凝视摄像; 摄像时卫星的侧摆姿态角:φ2; 第三次规划 对同一景 第一、二次规划前已知的参数; 根据摄像时刻星下点位置所对应的偏航姿态调 区立体推 第二次规划后得到的参数; 整角(原始偏流角):βsk3; 扫摄像; 摄像时卫星的姿态角:φ3、 3;其它摄像参数都不变,即: tk3=tk2,αk3=αk2,λk3=λk2;
下载: 导出CSV
-

 下载:
下载:





















计量
- 文章访问数: 2801
- HTML全文浏览量: 856
- PDF下载量: 1189
- 被引次数: 0
