


High-precision CGH substrate figuring by ion beam
-
摘要: 计算全息图(CGH)作为零位补偿器广泛应用于高精度非球面的检测中,但CGH的基底误差直接限制了非球面的检测精度。为了获得超高精度的CGH基底,提出了应用离子束修正CGH基底的加工工艺。采用不同束径的离子束去除函数对一边长152 mm(有效口径140 mm圆形区域)、厚6.35 mm的正方形熔石英CGH基底分别进行了精抛、精修和透射波前修正实验。经过总计7轮的迭代修正,最终获得了透射波前为PV值20.779 nm、RMS值0.685 nm的超高精度CGH基底。实验结果表明:应用离子束修正高精度CGH基底的加工工艺具有较大优势,不仅具有较高的加工效率而且可以获得超高的加工精度。Abstract: Computer-generated hologram(CGH) is widely applied in the high-precision testing of asphere as high-accuracy null compensator, but the surface figure error of CGH substrate directly restricts the testing precision. In order to gain ultra-precision CGH substrates, the figuring of high-precision CGH substrates by ion beam is presented. A square fused silicon CGH substrate with 152 mm side length(140 mm valid aperture) and 6.35 mm thickness is figured by different scale IBF removal functions. Through seven iterations, an ultra-precision CGH substrate with transmitted wavefront PV value 20.779 nm and RMS value 0.685 nm is gained finally. The experiment result shows that figuring high-precision CGH substrates by ion beam has notable advantage, and it has not only high process efficiency but also ultra-high process precision.
-
Key words:
- optical fabrication /
- ion beam /
- computer-generated-hologram /
- transmitted wavefront
-

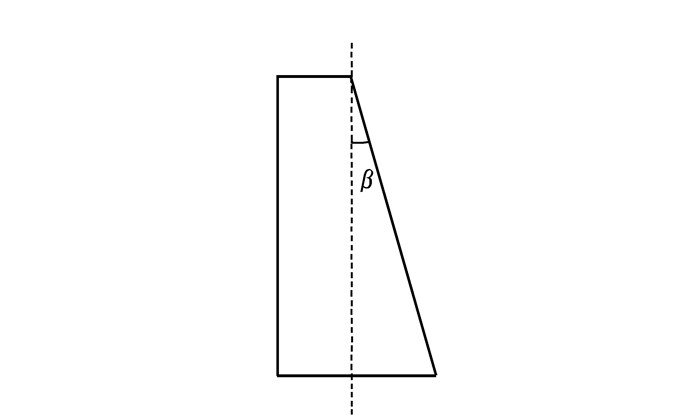
图 1 CGH基底面形误差对透射波前的影响
Figure 1. Wavefront deviation due to substrate surface error for transmissive type hologram
表 1 去除函数主要参数
Table 1. Main parameters of removal functions
Diameter of ion diaphragm/mm Material peak removal rate/(μm·min-1) Material volume removal rate/(10-3mm3·min-1) Diameter of ion beam/mm Full width at half maximum FHWM/mm — 0.273 70.1 38.3 15 10 0.246 16.2 19.9 7.82 5 0.227 4.3 10.6 4.17  下载: 导出CSV
下载: 导出CSV
-
[1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] -

 下载:
下载:





图(8) / 表(1)
计量
- 文章访问数: 2697
- HTML全文浏览量: 858
- PDF下载量: 660
- 被引次数: 0
