


Microstructure and mechanical properties of porous Ni alloy fabricated by laser 3D printing
-
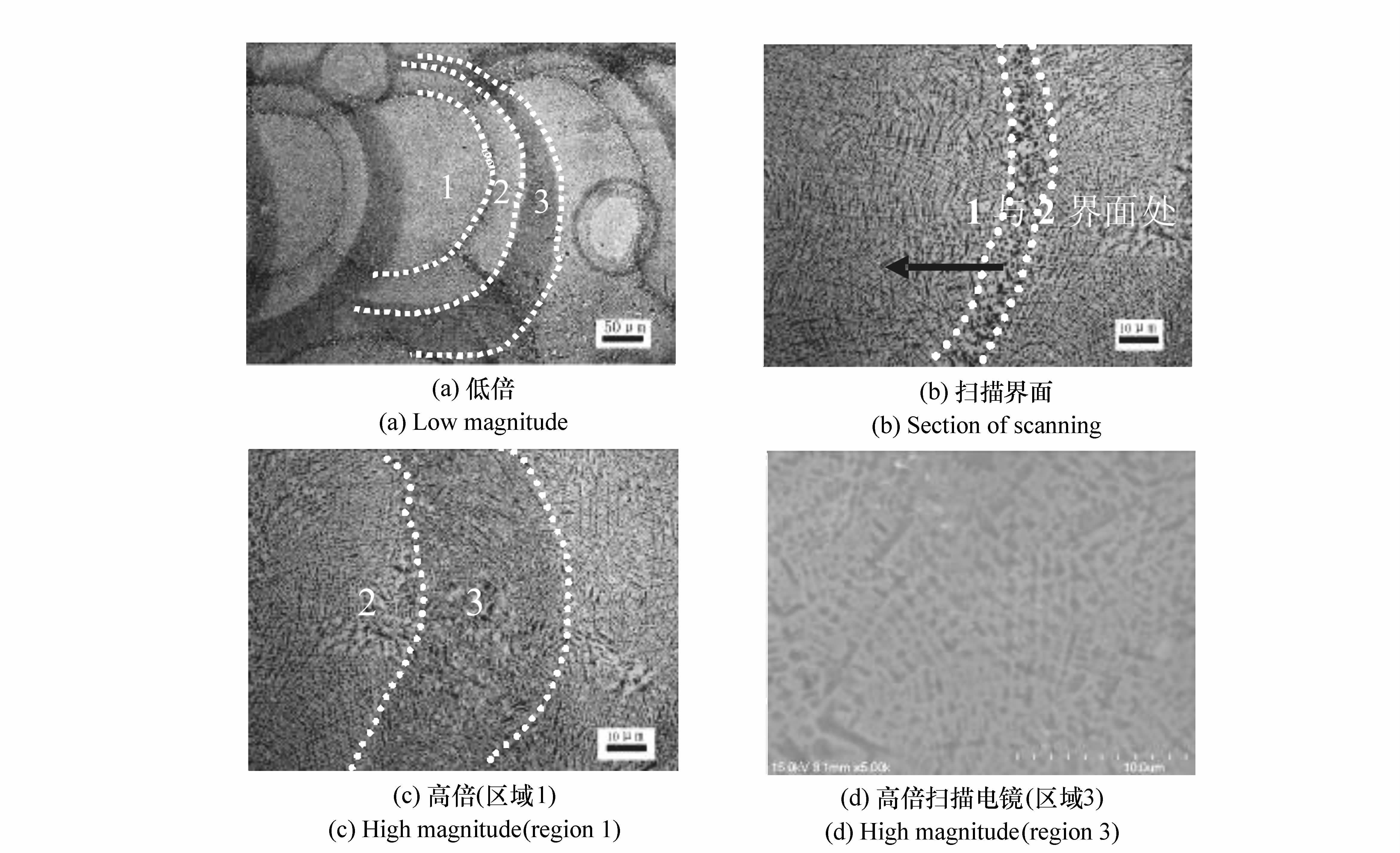
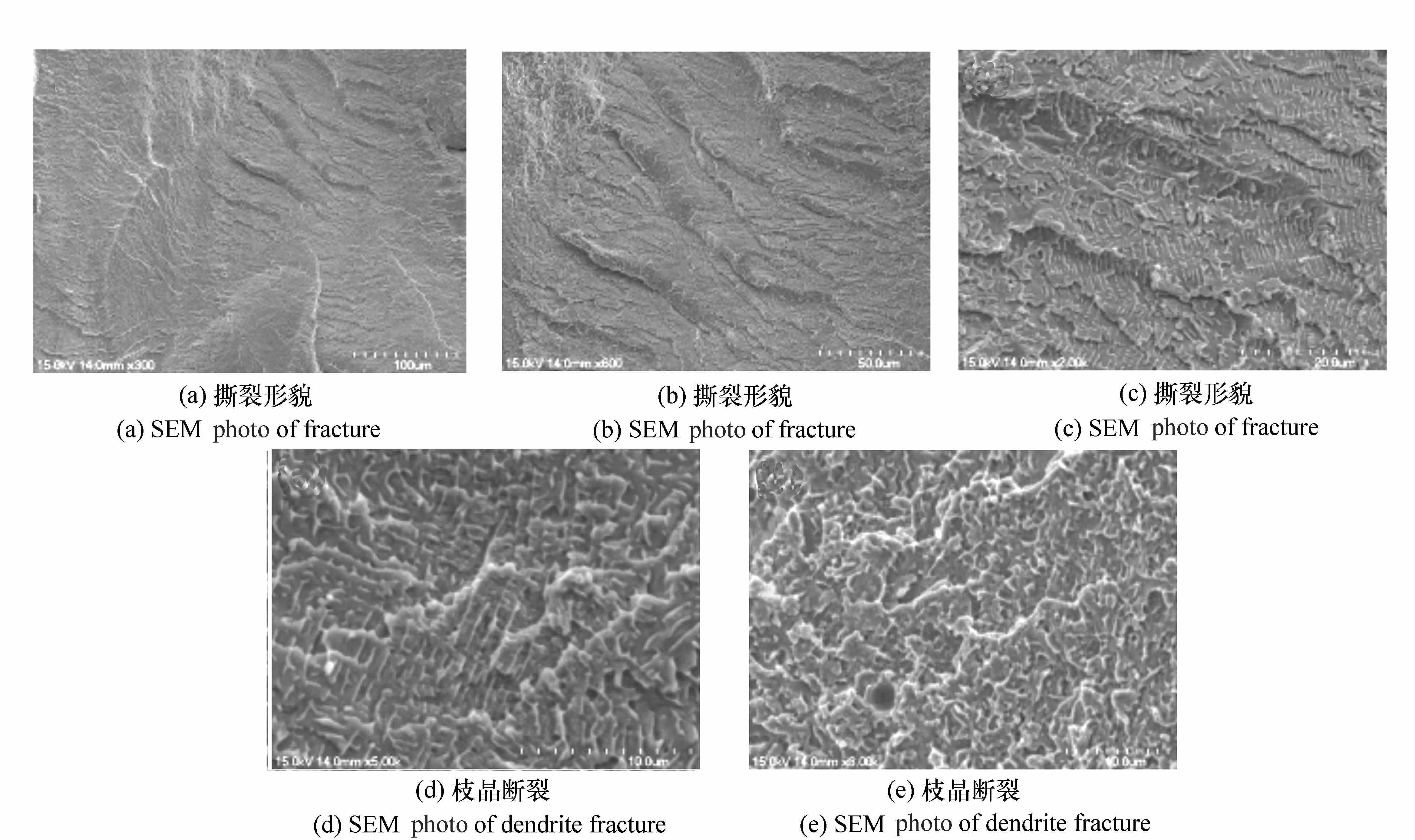
摘要: 采用3D打印激光熔化技术制备了多孔镍基合金,并对其显微组织构成和压缩力学性能进行了分析。研究结果表明,采用3D打印激光熔化技术制备的多孔镍合金,孔隙率为14.68%~18.97%、抗压强度为461~535 MPa,其微观组织主要呈现γ-Ni枝晶,压缩断口为撕裂式枝晶断裂。
-
关键词:
- 3D打印激光熔化技术 /
- 多孔镍合金 /
- 压缩性能 /
- 枝晶断裂
Abstract: In this paper, porous nickel-based alloys are produced using 3D printing laser melting technique. Microstructure and compressive mechanical properties of porous nickel-base alloys are studied. The results show that the porosity of the porous nickel alloy is 14.68%-18.97%, and the compressive strength is 461-535 MPa. The microstructure of porous nickel-based alloys is composed of γ-Ni dendrite. The SEM of compression fracture surface show that the fracture mode is the tearing dendrite fracture. -

图 2 激光加工截面示意图
Figure 2. Schematic section diagram of porous Ni alloy by laser processing

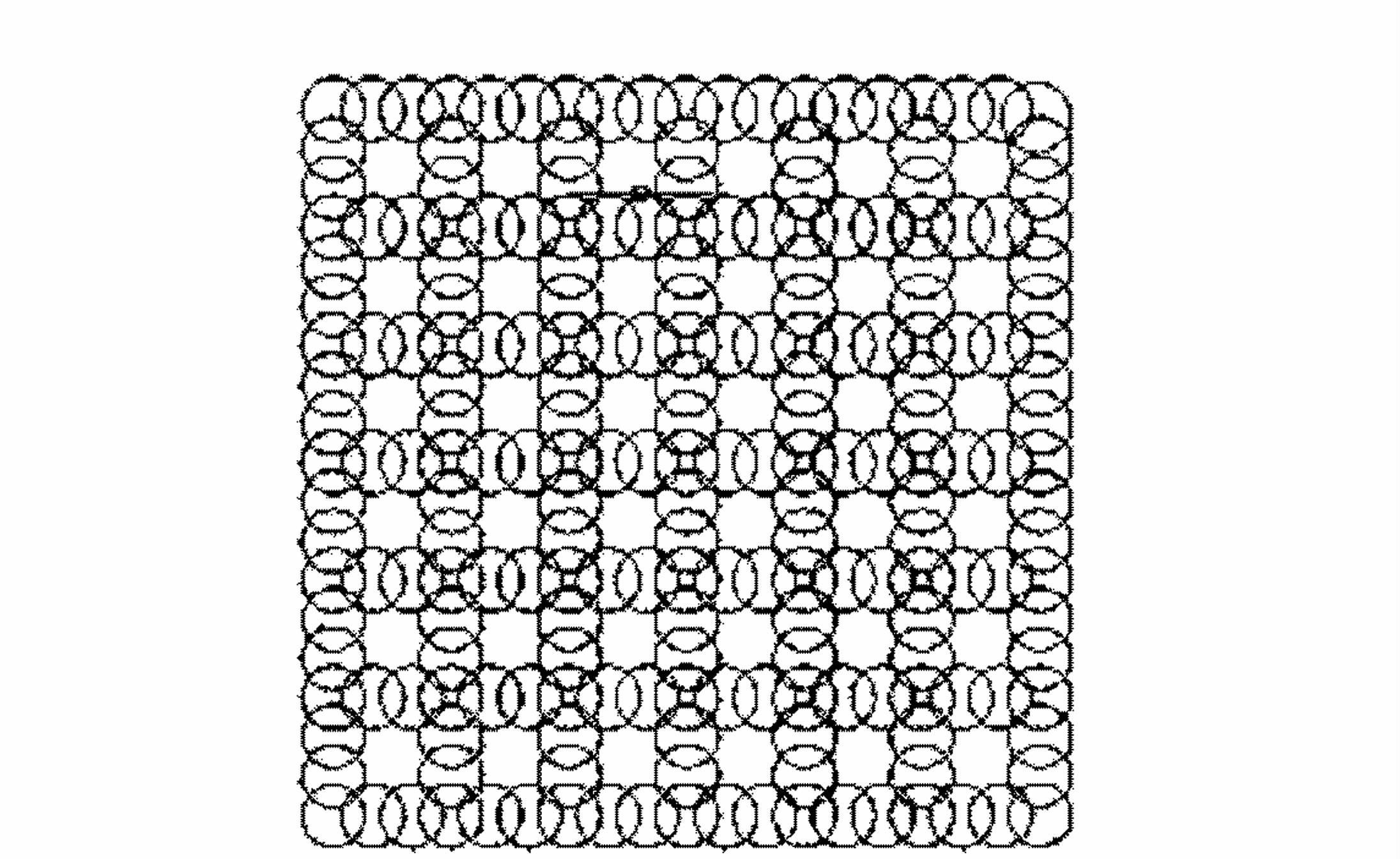
图 4 激光扫描多孔镍合金表面形貌特征
Figure 4. Microstructure photos of sample surface of porous Ni alloy prepared by laser 3D printing
表 2 不同功率参数多孔镍合金的平均孔径和孔隙率
Table 2. Average pore size and porosity of porous nickel alloy in different laser powers
功率参数/W 平均孔径/mm 孔隙率/% 100 0.40 14.68 110 0.42 18.96 120 0.50 18.97  下载: 导出CSV
下载: 导出CSV
-
[1] CHEN L J,LIN C J,CHENG X,et al. A study on the deformation of porous nickel oxide cathode materials in MCFC[J]. Solid State Ionics,2002,148(3/4):539-544. [2] VAN B S,CHAI Y C,TRUSCELLO S,et al. The effect of pore geometry on the in vitro biological behavior of human periosteum-derived cells seeded on selective laser melted Ti6Al4V bone scaffolds[J]. Acta Biomaterialia,2012,8(7):2824-2834. [3] SHEN Y F,GU D D,WU P,et al. Development of porous 316L stainless steel with controllable microcellular features using selective laser melting[J]. Materials Science and Technology,2008,24(12):1501-1505. [4] 于秀平,沈以赴,顾冬冬.激光烧结法制备原位增强型多孔镍基复合材料[J].稀有金属与硬质合金,2009,37(4):11-14.YU X P,SHEN Y F,GU D D. Preparation of in-situ reinforced porous nickel-based composites by laser sintering[J]. Rare Metals and Cemented Carbides,2009,37(4):11-14.(in Chinese) [5] 陈长军,张超,王晓南,等.生物医用多孔钽制备工艺研究进展[J].热加工工艺,2014,43(4):5-8.CHEN CH J,ZHANG CH,WANG X N,et al. Research and development of preparation technology of biomedical porous tantalum[J]. Hot Working Technology,2014,43(4):5-8(in Chinese) [6] 陈长军,张敏,王晓南.一种生物体用多孔镁合金的激光制备方法.中国,ZL201310196065[P].2015-02-18.CHEN CH J,ZHANG M,WANG X N. the Fabrication of a kind of biological porous magnesium,China:ZL201310196065[P].2015-02-18.(in Chinese) [7] 李洋,王晓南,陈长军,等.选区激光熔化技术制备生物医用316L多孔不锈钢的工艺及性能研究[C].第十一届全国激光加工学会,中国,贵州,21~24,8,2014:127.LI Y,WANG X N,CHEN CH J,et al. Study on the process and properties of biomedical 316l porous stainless steel prepared by selective laser melting technique[C]. The 11th National Conference on Laser Processing(NCLP),Guizhou,China,August 21-24,2014:127.(in Chinese) [8] 王俊伟, 陈静, 刘彦红,等.激光立体成形TC17钛合金组织研究[J].中国激光,2010,37(3):847-851.WANG J W,CHEN J,LIU Y H,et al. Research on microstructure of TC17 titanium alloy fabricated by laser forming[J]. Chinese J. Lasers,2010,37(3):847-851.(in Chinese) [9] 杨海鸥, 林鑫, 陈静,等.利用激光快速成形技术制造高温合金不锈钢梯度材料[J].中国激光,2005,32(4):567-570.YANG H O,LIN X,CHEN J,et al. Functionally gradient materials prepared with laser rapid forming[J]. Chinese J. Lasers,2005,32(4):567-570.(in Chinese) [10] 吴伟辉,杨永强.选区激光熔化快速成形系统的关键技术[J].机械工程学报,2007,43(8):175-180.WU W H,YANG Y Q. Key techniques of selective laser melting rapid prototyping system[J]. Chinese J. Mechanical Engineering,2007,43(8):175-180.(in Chinese) [11] 陆莹,赵吉斌,乔红超.TiAl合金激光冲击强化工艺探索及强化机制研究[J].中国激光,2014,41(10):1003013.LU Y,ZHAO J B,QIAO H CH. Investigation of technical and strengthening mechanism research of TiAl alloy by laser shock peening[J]. Chinese J. Lasers,2014,41(10):1003013.(in Chinese) [12] 李洋,陈长军,王晓南,等.选区激光熔化技术制备316L多孔不锈钢工艺及性能研究[J].应用激光,2015,35(3):319-323.LI Y,CHEN CH J,WANG X N,et al. Study on the process and properties of biomedical 316L porous stainless steel prepared by selective laser melting technique[J]. Applied Laser,2015,35(3):319-323.(in Chinese) [13] 张冬云.采用区域选择激光熔化法制造铝合金模型[J].中国激光,2007,34(12):1700-170.ZHANG D Y. Model manufacturing process from aluminum alloys using selective laser melting[J]. Chinese J. Lasers,2007,34(12):1700-170.(in Chinese) [14] 张骁丽,齐欢,魏青松.铝合金粉末选择性激光熔化成形工艺优化试验研究[J].应用激光,2013,33(4):391-192.ZHANG Y L,QI H,WEI Q S. Experimental study of selective laser melted AlSi12[J]. Applied Laser,2013,33(4):391-192.(in Chinese) [15] 曹宇鹏,冯爱新,薛伟,等.激光冲击波诱导2024铝合金表面动态应变特性试验研究及理论分析[J].中国激光,2014,41(9):0903004.CAO Y P,FENG A X,XUE W,et al. Experimental research and theoretical study of laser shock wave induced dynamic strain on 2024 aluminum alloy surface[J]. Chinese J. Lasers,2014,41(9):0903004.(in Chinese) [16] 张金山.金属液态成性原理[M].北京:化学工业出版社,2011:138-142.ZHANG J SH. The Principle of Liquid Metal[M]. Beijing:Chemical industry Press,2011:138-142.(in Chinese) -

 下载:
下载:



图(6) / 表(2)
计量
- 文章访问数: 1681
- HTML全文浏览量: 535
- PDF下载量: 903
- 被引次数: 0
