


-
摘要: 本文设计了一套加工装置,对氧化锆陶瓷板激光切割的熔化物颗粒进行收集,并采用Imagine-Pro Pluse(IPP)图像处理软件对熔化物颗粒的形态(数量、形状、平均直径、标准差及其分布情况)进行研究。通过气熔比控制方法,对板厚分别为0.8mm、1mm、1.5mm、3mm的氧化锆陶瓷板进行激光切割实验。实验结果表明:不同板厚参数下,球形熔化物颗粒所占百分比范围从99.21%降到89.81%,圆饼形从0.79%升至7.44%,哑铃形从0升至2.75%。随着板厚的增加,圆饼形和哑铃形颗粒所占百分比增大,球形颗粒所占百分比降低,球形颗粒平均直径和标准差随之增大,切面粗糙度由2.287μm增加到5.946μm。建立了熔化物去除几何模型,阐述了熔化物颗粒与切割质量的关系,球形颗粒所占的百分比越大,平均直径和标准差越小,切割质量越好,最终获得质量较高切割样件。Abstract: A set of processing device is designed to collect the melt particles during laser cutting zirconia ceramic. The melt particles morphology including quantity, shape, mean dimeter, standard deviation, and distribution are studied using the image processing software of Imagine-Pro Pluse(IPP). Various cutting experiments with different ceramic thicknesses(0.8mm, 1.0mm, 1.5mm and 3mm) are taken based on controlling of vapor-to-melt ratio. Results of IPP observation show that, with the ceramic thickness increased, the percentage of spherical molten particles is declined from 99.21% to 89.81%, while the cakey and dumbbell shaped molten particles are ascended from 0.79% to 7.44% and 0 to 2.75% respectively, and the mean and standard deviation of spherical melt particles diameter also are enlarged. Simultaneously, with the increasing of mean and standard deviation of spherical particle diameter, the roughness of kerf surface is deteriorated from 2.287μm to 5.946μm. The establishment of geometric model reveals the connection between the form of removal molten particles and cutting quality. The larger the percentage of spherical molten particles, the smaller the mean diameter and standard deviation, and then the better the cutting quality. The high quality cutting sheet is achieved finally.
-
Key words:
- laser cutting /
- zirconia ceramic /
- molten particles /
- image processing
-

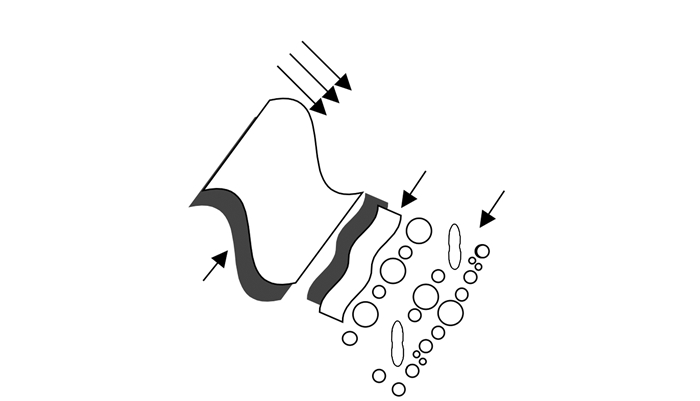
图 3 熔化物球形颗粒显微图像处理过程
Figure 3. Processing of spherical melt particles microscopic image

图 5 板厚对各形状熔化物颗粒所占百分比的影响
Figure 5. Effect of thickness on percentage of different melt particles

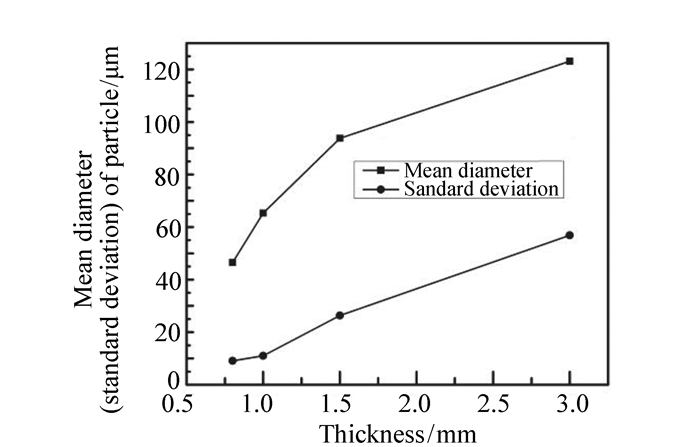
图 6 板厚对球形颗粒平均直径和标准差的影响
Figure 6. Effect of thickness on average diameter of particles and standard

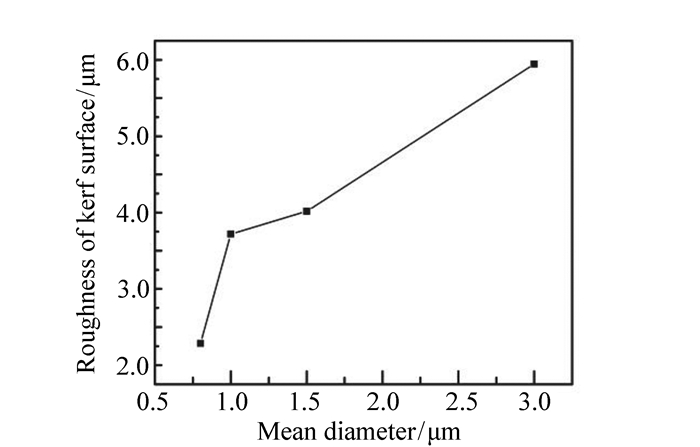
图 9 球形熔化物颗粒平均直径对切面粗糙度的影响
Figure 9. Effect of mean spherical melt particles diameter on roughness of kerf surface
表 1 (3Y-TZP)氧化锆陶瓷化学成分(质量分数,%)
Table 1. Composition of (3Y-TZP) Zirconia Ceramic (mass fraction, %)
ZrO2 Y2O3 SiO2 TiO2 Na2O Fe2O3 Others 94.8 5.1 0.030 0.030 0.005 0.007 0.030  下载: 导出CSV
下载: 导出CSV
表 2 (3Y-TZP)氧化锆陶瓷热物理参数
Table 2. Heat physical parameters of (3Y-TZP)Zirconia Ceramic
热物理参数 数值 氧化锆含量/% 94.8 激光吸收率/% >90 热传导率/(W/m·K) 2.5 热膨胀系数(10-6/℃) 10.0 熔点/℃ 2 550 密度/(g·cm-3) 6.05
下载: 导出CSV
表 3 激光切割工艺参数
Table 3. Parameters of laser cutting
参数 数值 频率/Hz 30 离焦量/mm 0 脉冲宽度/ms 2 辅助吹气压力/MPa 0.8
下载: 导出CSV
表 4 不同板厚及不同工艺参数下的气熔比值
Table 4. Vapor-melt ratios at different thickness and cutting parameters
试验序号 1 2 3 4 板厚/mm 0.8 1 1.5 3 激光功率/W 75 75 75 75 切割速度/(mm·min-1) 120 120 120 120 气熔比 0.209 0.192 0.160 0.086
下载: 导出CSV
表 5 不同板厚下不同形状颗粒个数
Table 5. Number of different shape particles at different thicknesses
板厚/mm 0.8 1 1.5 3 颗粒总数 383 396 359 363 球形颗粒个数 380 389 341 326 圆饼形颗粒个数 3 7 16 27 哑铃形颗粒个数 0 0 2 10
下载: 导出CSV
-
[1] SAMANT A N, DAHOTRE N B.Laser machining of structural ceramics-a review[J].J.European Ceramic Society, 2009, 29(6):969-993. doi: 10.1016/j.jeurceramsoc.2008.11.010 [2] WEE L M, CROUSE P L, LI L.A statistical analysis of striation formation during laser cutting of ceramics[J].Int.J.Adv.Manuf.Technol., 2008, 36:699-706. doi: 10.1007/s00170-006-0888-5 [3] 徐斌, 伍晓宇, 罗烽, 等.0Cr18Ni9不锈钢箔的飞秒激光烧蚀[J].光学精密工程, 2012, 20(1):45-51. doi: 10.3788/OPE.XU B, WU X Y, LUO F, et al..Ablation of 0Cr18Ni9 stainless steel films by femtosecond laser[J].Opt.Precision Eng., 2012, 20(1):45-51.(in Chinese) doi: 10.3788/OPE. [4] 徐斌, 伍晓宇, 凌世全, 等.飞秒激光切割与微细电阻滑焊组合制备三维金属微结构[J].光学精密工程, 2012, 20(8):1811-1823. doi: 10.3788/OPE.XU B, WU X Y, LING SH Q, et al..Fabrication of 3D metal micro-structure based on fs laser cutting and micro electric resistance slip welding[J].Opt.Precision Eng., 2012, 20(8):1811-1823.(in Chinese) doi: 10.3788/OPE. [5] 孟庆轩, 王续跃, 徐文骥, 等.薄板激光切割气熔比数学建模及试验验证[J].机械工程学报, 2011, 47(17):172-178. doi: 10.3901/JME.2011.17.172MENG Q X, WANG X Y, XU W J, et al..Vaporization-melt ratio mathematical model and experiments of laser cutting sheet metal[J].J.Mechanical Engineering, 2011, 47(17):172-178.(in Chinese) doi: 10.3901/JME.2011.17.172 [6] 王续跃, 孟庆轩, 康仁科, 等.气熔比法铝合金薄板激光切割试验研究[J].中国激光, 2010, 37(10):2648-2652. doi: 10.3788/CJLWANG X Y, MENG Q X, KANG R K, et al..Experiments of laser cutting of aluminum alloy sheet based on vaporization-melt ratio controlled method[J].Chinese J.Lasers, 2010, 37(10):2648-2652.(in Chinese) doi: 10.3788/CJL [7] DABBY F W.High-intensity laser induced vaporizationand explosion of solid material[J].Quantum Electron, 1972, 8(2):106-111. doi: 10.1109/JQE.1972.1076937 [8] QUINTERO F, VARAS F, POU J, et al..Theoretical analysis of material removal mechanisms in pulsed laser fusion cutting of ceramics[J].J.Physics D:Applied Physics, 2005, 38(4):655-666. doi: 10.1088/0022-3727/38/4/021 [9] LOBO L, WILLIAM K, TYRER J R.The effect of laser processing parameters on the particulate generated during the cutting of thin mild steel sheet[J].J.Mech.Engng.Sci., 2002, 216(3):301-313. doi: 10.1243/0954406021525016 [10] SCHULZ W.Dynamics of ripple formation and melt flow in laser beam cutting[J].J.Physics D:Applied Physics, 1999, 32:1219-1228. doi: 10.1088/0022-3727/32/11/307 [11] CABANILLASE E D, CREUS M F, MERCADER R C.Microscopic spheroidal particles obtained by laser cutting[J].J.Mater.Sci., 2005, 40(2):519-522. doi: 10.1007/s10853-005-6118-y [12] YILBAS B S, ABDUL ALEEM B J.Dross formation during laser cutting process[J].J.Physics D:Applied Physics, 2006, 39(7):1451-1461. doi: 10.1088/0022-3727/39/7/017 [13] 黄开金, 谢长生, 邵可然.激光切割1Crl8Ni9Ti不锈钢管材挂渣和飞渣的研究[J].应用激光, 2001, 21(3):301-313. http://www.cnki.com.cn/Article/CJFDTOTAL-YYJG200103003.htmHUANG K J, XIE C S, SHAO K R.Investigation on the hanging dross and the flight slag of 1Crl8Ni9Ti stainless steel pipe laser cutting[J].Applied Laser, 2001, 21(3):159-163.(in Chinese) http://www.cnki.com.cn/Article/CJFDTOTAL-YYJG200103003.htm [14] 王彦飞, 王续跃, 徐文骥, 等.基于去除熔化物形态分析的铝合金薄板激光切割试验研究[J].中国激光, 2012, 39(8):0803007. doi: 10.3788/CJLWANG Y F, WANG X Y, XU W J, et al..Experimental study on laser cutting based on removal forms for aluminum alloy sheet[J].Chinese J.Lasers, 2012, 39(8):0803007.(in Chinese) doi: 10.3788/CJL [15] 王彦飞, 王续跃, 徐文骥, 等.基于图像处理的铝合金薄板激光切割质量研究[J].中国激光, 2014, 41(1):0103002. doi: 10.3788/CJLWAND Y F, WANG X Y, XU W J, et al..Study on laser cutting quality of aluminum alloy sheet based on imagine processing[J].Chinese J.Lasers, 2014, 41(1):0103002.(in Chinese) doi: 10.3788/CJL [16] RIVEIRO A, UINTERO F, LUSQUINOS F, et al..Study of melt flow dynamics and influence on quality for CO2 laser fusion cutting[J].J.Physics D:Applied Physics, 2011, 44(13):135501. doi: 10.1088/0022-3727/44/13/135501 -

 下载:
下载:






计量
- 文章访问数: 2002
- HTML全文浏览量: 508
- PDF下载量: 616
- 被引次数: 0
