


Deflectometry measurement system for smart mobile devices
-
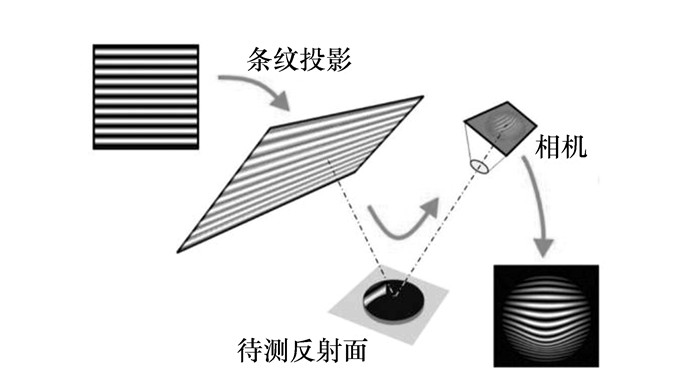
摘要: 条纹反射法是一种结构简单的三维面形检测手段,本文对该方法在智能手机、平板等移动设备中的集成和应用进行了研究。首先,对条纹反射法标定误差以及智能设备的特点进行了分析。然后,在分析实际检测中的关键误差基础上,提出了通过相机非线性定标、改善相移算法、格点位置标定、应对相机自动增益调整等一系列方法和算法,在设备现有硬件条件下提高了测量精度和稳定性;最后,使用iPad Air对直径为105 mm的SiC反射面进行了实验。结果表明,标定精度在毫米量级时,对反射面的检测精度RMS值达到33 μm,并且以低频误差为主,在局部高频区域检测结果有明显优势,证实了在不使用其他外部设备前提下,集成于智能平板的条纹反射法具备几十微米量级精度的检测能力。Abstract: Deflectometry is a three-dimension surface measurement method using simple equipment. In this paper, deflectometry based on portable devices such as smart phones and tablets is discussed. First, the calibration error and advantages of mobile devices are proposed. Then, according to analysis of the data and errors in experiments, a series of methods, such as camera non-linear calibration, improved phase shift algorithm, grid position calibration, automatic gain adjustment, are introduced to improve the measurement accuracy and stability. Finally, app launched in an iPad is used to test a 105 mm SiC workpiece. Experimental results indicate that the precision of global surface is 33 μm RMS with millimeter scale calibration accuracy. The error is mostly of low frequency, and the sensitivity is rather high in some areas. It proves that deflectometry integrated in smart tablet has the capability of achieving a measurement accuracy of tens of microns without other external equipment.
-
Key words:
- shape measurement /
- optical testing /
- fringe reflection /
- portable device
-

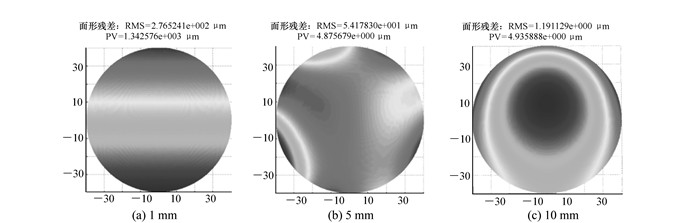
图 6 反射镜沿z方向相对位置测量误差仿真
Figure 6. Simulation result of surface calibration error along z axis

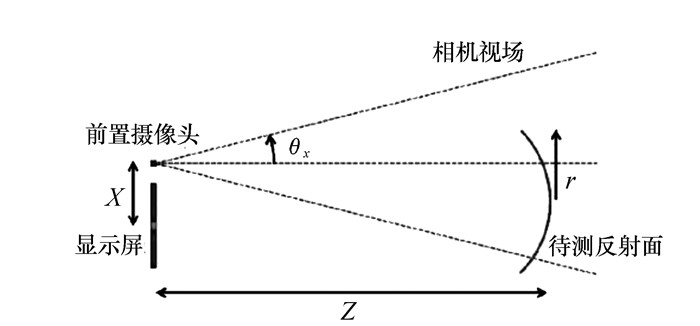
图 7 反射镜沿x方向相对位置测量误差仿真
Figure 7. Simulation result of surface calibration error along x axis

图 17 SiC反射镜,表面有光学加工痕迹
Figure 17. SiC mirror with optical manufacturing signs on the surface
-
[1] LIGTENBERG F K. The Moiré method-a new experimental method for the determination of moments in small slab models[J]. Proc. SESA, 1954, 12(2):83-98. [2] KNAUER M C, KAMINSKI J, HAUSLER G. Phase measuring deflectometry:a new approach to measure specular free-form surfaces[C]. Photonics Europe. International Society for Optics and Photonics, 2004:366-376. [3] ROSE P, SURREL Y, BECKER J M. Specific design requirements for a reliable slope and curvature measurement standard[J]. Measurement Science and Technology, 2009, 20(9):095110. doi: 10.1088/0957-0233/20/9/095110 [4] 3D-Shape. A New Method to Measure Specular Free-Form Surfaces[EB/OL].[2016-06-08] http://www.3d-shape.com/produkte/pmd_e.php. [5] BOTHE T, LI W, VON KOPYLOW C, et al.. High-resolution 3D shape measurement on specular surfaces by fringe reflection[C]. Photonics Europe. International Society for Optics and Photonics, 2004:411-422. [6] SU P, PARKS R E, WANG L, et al.. Software configurable optical test system:a computerized reverse Hartmann test[J]. Applied Optics, 2010, 49(23):4404-4412. doi: 10.1364/AO.49.004404 [7] HUANG R, SU P, HORNE T, et al.. Optical metrology of a large deformable aspherical mirror using software configurable optical test system[J]. Optical Engineering, 2014, 53(8):085106. doi: 10.1117/1.OE.53.8.085106 [8] SU P, KHREISHI M A H, SU T, et al.. Aspheric and freeform surfaces metrology with software configurable optical test system:a computerized reverse Hartmann test[J]. Optical Engineering, 2014, 53(3):031305. https://www.deepdyve.com/lp/spie/aspheric-and-freeform-surfaces-metrology-with-software-configurable-U7EzNNMBf3 [9] SU P, WANG S, KHREISHI M, et al.. SCOTS:a reverse Hartmann test with high dynamic range for Giant Magellan Telescope primary mirror segments[J]. SPIE, 2012, 8450:84500W-9. https://www.researchgate.net/publication/258719485_SCOTS_A_reverse_Hartmann_test_with_high_dynamic_range_for_Giant_Magellan_Telescope_primary_mirror_segments [10] 赵文川, 范斌, 伍凡, 等.基于PMD的反射镜面检测实验分析[J].光学学报, 2013, 33(1):0112001. doi: 10.3788/AOSZHAO W CH, FAN B, WU F, et al.. Experimental analysis of reflector test based on phase measuring deflectometry[J]. Acta Optica Sinica, 2013, 33(1):0112001.(in Chinese) doi: 10.3788/AOS [11] 唐燕, 苏显渝, 刘元坤, 等.基于条纹反射的非球面镜三维面形测量[J].光学学报, 2009, 29(4):965-969. doi: 10.3788/AOSYAN T, XIANYU S, YUANKUN L. Three-dimensional shape measurement of aspheric mirror based on fringe reflection[J]. Acta Optica Sinica, 2009, 29(4):965-969.(in Chinese) doi: 10.3788/AOS [12] 王华荣, 李彬, 王志峰, 等.基于条纹反射术的槽式抛物面单元镜面形测量[J].光学学报, 2013, 33(1):0112007. doi: 10.3788/AOSWANG H R, LI B, WANG ZH F, et al.. Surface measurement of parabolic trough unit mirror based on fringe reflection[J]. Acta Optica Sinica, 2013, 33(1):0112007.(in Chinese) doi: 10.3788/AOS [13] BUTEL G P, SMITH G A, BURGE J H. Deflectometry using portable devices[J]. Optical Engineering, 2015, 54(2):025111. doi: 10.1117/1.OE.54.2.025111 [14] H USLER G, FABER C, OLESCH E, et al.. Deflectometry vs. interferometry[J]. SPIE, 2013, 8788:87881C-11. https://www.researchgate.net/publication/271480476_Deflectometry_vs_Interferometry [15] GOLDSTEIN R, ZEBKER H, WERNER C. Satellite radar interferometry:two-dimensional phase unwrapping[J]. Radio Science, 1988, 23(4):713-720. doi: 10.1029/RS023i004p00713 [16] FLYNN T J. Consistent 2-D phase unwrapping guided by a quality map[C]. Geoscience and Remote Sensing Symposium, 1996. IGARSS'96, IEEE, 1996, 4:2057-2059. [17] 张旭, 朱利民.Gamma畸变的相位误差模型与Gamma标定技术[J].光学学报, 2012, 32(4):143-150. http://www.cnki.com.cn/Article/CJFDTOTAL-GXXB201204025.htmZHANG X, ZHU L M. Phase error model from Gamma distortion and Gamma calibration[J]. Acta Optica Sinica, 2012, 32(4):143-150.(in Chinese) http://www.cnki.com.cn/Article/CJFDTOTAL-GXXB201204025.htm [18] OHTSUBO J, FUJIMOTO A. Practical image encryption and decryption by phase-coding technique for optical security systems[J]. Applied Optics, 2002, 41(23):4848-4855. doi: 10.1364/AO.41.004848 [19] AYUBI G A, DI MARTINO J M, ALONSO J R, et al.. Three-dimensional profiling with binary fringes using phase-shifting interferometry algorithms[J]. Applied Optics, 2011, 50(2):147-154. doi: 10.1364/AO.50.000147 [20] IULIAN ROSU. Automatic Gain Control (AGC) in Receivers, [EB/OL].[2016-06-08]. http://www.qsl.net/va3iul/Files/Automatic_Gain_Control.pdf. [21] 陈立伟, 刘涌, 毕国堂, 等.双四步路径相移均值法[J].计算机应用, 2014, 34(6):1830-1833. http://www.cnki.com.cn/Article/CJFDTOTAL-JSJY201406069.htmCHEN L W, LIU Y, BI G T, et al.. Double four-step route phase-shifting average algorithm[J]. J. Computer Applications, 2014, 34(6):1830-1833, 1838.(in Chinese) http://www.cnki.com.cn/Article/CJFDTOTAL-JSJY201406069.htm [22] YONG L, DINGFA H, YONG J. Flexible error-reduction method for shape measurement by temporal phase unwrapping:phase averaging method[J]. Applied Optics, 2012, 51(21):4945-4953. doi: 10.1364/AO.51.004945 -

 下载:
下载:










图(22)
计量
- 文章访问数: 3398
- HTML全文浏览量: 1283
- PDF下载量: 991
- 被引次数: 0
