


Structure design and wavelength accuracy analysis of ultraviolet double grating spectrometer
-
摘要: 为了满足太阳光谱在170~380 nm波段的精确观测需求,设计了波长重复性精度优于±0.02 nm的紫外双光栅光谱仪。波长扫描机构是双光栅光谱仪的关键组件,根据凹面光栅色散原理,将光学设计指标转换为波长扫描机构设计的输入参数,分析了影响光谱仪波长重复性精度的误差源。根据分析结果得知,丝杠的重复定位误差是影响波长重复性的主要误差源。选用重复定位精度为±2 μm的丝杠设计了波长扫描机构,并对光谱仪整机进行了设计。以汞灯光源对光谱仪的波长重复性指标进行了验证实验。实验结果表明,设计的光谱仪波长重复性介于-0.005~+0.007 nm之间,满足波长重复性优于±0.02 nm的指标要求。Abstract: In order to observe the solar spectrum between 170 nm to 380 nm precisely, an ultraviolet double grating spectrometer with its wavelength repeatability accuracy better than ±0.02 nm has been designed. A wavelength scanning mechanism is the key module of the ultraviolet double grating spectrometer. Mechanical parameters are derived from optical parameters according to the grating dispersion principle. Error sources which influence the spectrometer wavelength repeatability error have been analyzed. According to the analysis results, the repeatability error of the lead screw is the main error source. A wavelength scanning mechanism has been assembled with a ±2 μm accuracy lead screw, and the spectrometer mechanism structure has been designed. Experiments have been carried out with a mercury lamp as light source to verify wavelength repeatability. The experiment results show that the wavelength repeatability of the spectrometer is between -0.005 nm and +0.007 nm, which is better than the required accuracy of ±0.02 nm.
-

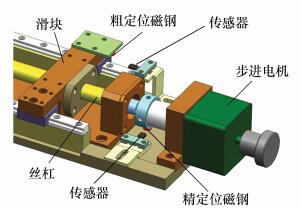
图 7 测量装置及测量原理图
Figure 7. Measurement equipment view and its measurement schematic diagram
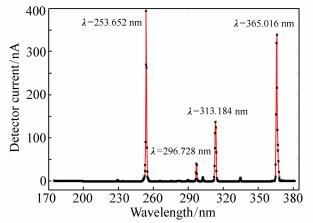
表 1 4个典型波长重复性误差
Table 1. Repeatability error of 4 representative wavelength
波长/nm 重复性误差/nm 253.652 0.006 296.728 -0.005 313.184 0.007 365.016 0.004  下载: 导出CSV
下载: 导出CSV
-
[1] THUILLIERG, FOUJOLST, BOLSEED, et al.. SOLAR/SOLSPEC:scientific objectives, instrument performance and its absolute calibration using a blackbody as primary standard source[J]. Solar Phys., 2009, 257:185-213. doi: 10.1007/s11207-009-9361-6 [2] 陈祥子, 方伟, 杨振岭, 等.太阳辐照绝对辐射计主光阑面积测量[J].光学学报, 2015, 35(9):0912003. http://www.opticsjournal.net/Abstract.htm?id=OJ1508270000241w4z7CCHEN X Z, FANG W, YANG ZH L, et al.. Main aperture area measurement of the SIAR[J]. Acta Optica Sinica, 2015, 35(9):0912003.(in Chinese) http://www.opticsjournal.net/Abstract.htm?id=OJ1508270000241w4z7C [3] 刘成保, 王维和, 杨磊.FY-3C/臭氧总量探测仪太阳辐照度偏差的修正[J].光学精密工程, 2015, 23(7):1859-1867. http://www.eope.net/gxjmgc/CN/abstract/abstract15879.shtmlLIU CH B, WANG W H, YANG L. Revision of solar irradiance of FY-3C/TOU[J]. Opt. Precision Eng., 2015, 23(7):1859-1867.(in Chinese) http://www.eope.net/gxjmgc/CN/abstract/abstract15879.shtml [4] 陈诗吉, 周立旻, 郑祥民.太阳总辐照度的监测与重建研究进展[J].地理科学进展, 2013, 32(10):1567-1576. doi: 10.11820/dlkxjz.2013.10.014CHEN SH J, ZHOU L M, ZHENG X M. Research progress in monitoring and reconstruction of total solar irradiance[J]. Progress in Geography, 2013, 32(10):1567-1576.(in Chinese) doi: 10.11820/dlkxjz.2013.10.014 [5] 方伟, 禹秉熙, 王玉鹏, 等.太阳辐照绝对辐射计及其在航天器上的太阳辐照度测量[J].中国光学与应用光学, 2009, 2(1), 23-28. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=zggxyyygxwz200901004FANG W, YU B X, WANG Y P, et al.. Solar irradiance absolute radiometers and solar irradiance measurement on spacecraft[J]. Chinese Journal of Optics and Applied Optics, 2009, 2(1), 23-28.(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=zggxyyygxwz200901004 [6] 刘恩超, 李新, 张艳娜, 等.高精度太阳辐照度仪的光谱仪扫描测量[J].光谱学与光谱分析, 2014, 34(3):609-613. http://www.cqvip.com/QK/90993X/201403/48716366.htmlLIU E CH, LI X, ZHANG Y N, et al.. Spectral scanning measurement of high-precision solar irradiance-meter[J]. Spectroscopy and Spectral Analysis, 2014, 34(3):609-613.(in Chinese) http://www.cqvip.com/QK/90993X/201403/48716366.html [7] 徐景晨, 李可军.太阳辐照的观测研究进展[J].天文学进展, 2011, 29(2), 132-147. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=twxjz201102002XU J CH, LI K J. Progress in the measurement and study of solar irradiance[J]. Progress in Astronomy, 2011, 29(2), 132-147.(in Chinese) http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=twxjz201102002 [8] 林冠宇.紫外臭氧垂直探测仪波长精度分析与波长定标新方法的研究[J].仪器仪表学报, 2010, 31(12):2668-2674. http://d.wanfangdata.com.cn/Periodical_yqyb201012005.aspxLIN G Y. Analysis of wavelength accuracy and study on new wavelength calibration method for ultra violet ozone vertical probe[J]. Chinese Journal of Scientific Instrument, 2010, 31(12):2668-2674.(in Chinese) http://d.wanfangdata.com.cn/Periodical_yqyb201012005.aspx [9] 陈至坤, 王淑香, 王玉田, 等.光栅光谱仪光路结构的设计[J].应用光学, 2015, 36(5):704-708. doi: 10.5768/JAO201536.0501007CHEN ZH K, WANG SH X, WANG Y T, et al.. Design of grating spectrometer optical structure[J]. Journal of Applied Optics, 2015, 36(5):704-708.(in Chinese) doi: 10.5768/JAO201536.0501007 [10] 卢启鹏, 宋源, 龚学鹏, 等.极高分辨变包含角平面光栅单色器关键技术及检测方法研究[J].中国光学, 2016, 9(2):284-295. http://www.chineseoptics.net.cn/CN/abstract/abstract9026.shtmlLU Q P, SONG Y, GONG X P, et al.. Key technologies and the performance measuring methods in variable includedangle plane grating monochromator[J]. Chinese Optics, 2016, 9(2):284-295.(in Chinese) http://www.chineseoptics.net.cn/CN/abstract/abstract9026.shtml [11] 施建华, 伏思华, 谢文科.光栅光谱仪光谱响应误差校正[J].中国光学, 2014, 7(3):483-490. http://www.chineseoptics.net.cn/CN/abstract/abstract9147.shtmlSHI J H, FU S H, XIE W K. Error correction of spectral response characteristic of grating spectrometer[J]. Chinese Optics, 2014, 7(3):483-490.(in Chinese) http://www.chineseoptics.net.cn/CN/abstract/abstract9147.shtml [12] 刘怡轩, 颜昌翔, 李先锋, 等.分光测色仪中的光谱仪系统[J].光学精密工程, 2015, 23(7):1965-1971. http://www.opticsjournal.net/Abstract.htm?id=OJ150908000284y5B8DaLIU Y X, YAN CH X, LI X F, et al.. Design of spectrometer in color measuring spectrophotometer[J]. Opt. Precision Eng., 2015, 23(7):1965-1971.(in Chinese) http://www.opticsjournal.net/Abstract.htm?id=OJ150908000284y5B8Da [13] 吴坤, 薛松, 卢启鹏, 等.SX-700单色器光栅正弦机构转角重复精度的模拟分析与测量[J].光学精密工程, 2010, 18(1):45-51. http://www.eope.net/fileup/PDF/2009-0137.pdfWU K, XUE S, LU Q P, et al.. Simulation analysis and measurement of rotation angle repeatability for grating sine mechanism of SX-700 monochromator[J]. Opt. Precision Eng., 2010, 18(1):45-51.(in Chinese) http://www.eope.net/fileup/PDF/2009-0137.pdf [14] 马磊, 卢启鹏, 彭忠琦.变包含角平面光栅单色器的性能检测[J].光电子激光, 2011, 22(4):589-592. http://www.cqvip.com/QK/92586A/201104/37397164.htmlMA L, LU Q P, PENG ZH Q. Performance measurement for variable-included-angle plane grating monochromators[J]. Journal of Optoelectronics Laser, 2011, 22(4):589-592.(in Chinese) http://www.cqvip.com/QK/92586A/201104/37397164.html [15] 林雪松, 王淑荣, 李福田.双模式紫外光谱辐射计的波长机构精度分析[J].光学仪器, 2007, 29(5):55-59. http://www.cqvip.com/QK/93244X/200705/25843081.htmlLIN X S, WANG SH R, LI F T. Analysis of wavelength mechanism accuracy for the double model ultraviolet spectroradiometer[J]. Optical Instruments, 2007, 29(5):55-59.(in Chinese) http://www.cqvip.com/QK/93244X/200705/25843081.html -

 下载:
下载:




图(8) / 表(1)
计量
- 文章访问数: 3103
- HTML全文浏览量: 1230
- PDF下载量: 417
- 被引次数: 0
