


-
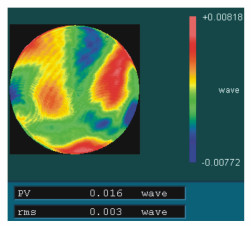
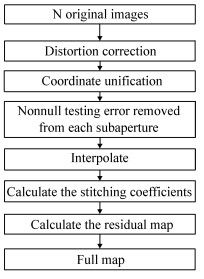
摘要: 为了实现大口径凸非球面镜的高精度检测,本文研究了凸非球面非零位子孔径拼接检测技术,并建立了一套非零位拼接检测算法模型,模型中分别针对同轴子孔径与离轴子孔径非零位检测时所引入的测试误差进行了建模分析,同时对测试误差剔除、拼接系数求解、全口径面形获得等问题进行了研究。最后,结合工程实例,对一口径为130 mm的凸双曲面进行了拼接检测,分析了该非球面各测试子孔径非零位检测误差形式,同时进行了误差剔除、全口径面形获取等工作。从拼接结果中可以看出,拼接结果光滑、连续、无拼接痕迹。为了进一步验证拼接精度,我们将拼接结果与子孔径检测结果进行对比,引入了自检验子孔径评价方法,计算得到自检验子孔径与拼接结果在自检验子孔径范围内的残差图,二者残差图的PV值与RMS值分别为0.016λ与0.003λ,由上述结果可以得到自检验子孔径的测试结果与拼接结果在自检验子孔径范围内是一致的,从而验证了本文算法的拼接精度。Abstract: In order to realize the high-precision detection of large-caliber convex aspherical mirrors, we study the convex aspheric non-null sub-aperture stitching detection technology, and establish a set of non-null stitching detection algorithm model, in which the test errors introduced by non-null detection of the coaxial sub-aperture and the off-axis sub-aperture are modeled and analyzed. At the same time, testing error elimination, stitching coefficients calculation and full-aperture surface acquiring are also analyzed. Finally, combined with actual project, stitching detection of a convex hyperboloid with a diameter of 130 mm is performed. The non-null detection error form of each test sub-aperture of the aspheric surface is discussed, and error elimination, full-aperture surface acquiring and other work are carried out. It can be found from the stitching result that the stitching is smooth, continuous, and there is no stitching trace. To further verify the stitching accuracy, we compare the stitching result with the sub-aperture testing result. The self-test sub-aperture evaluation method is used to calculate the residual map of the self-test sub-aperture and the stitching result in the self-test sub-aperture range. The PV and RMS values of the residual map are 0.016λ and 0.003λ, respectively. From the above results, it can be concluded that the test results of the self-test sub-aperture and the stitching result are consistent within the self-test sub-aperture range, thus verifying the stitching accuracy of the algorithm.
-
Key words:
- interferometry /
- sub-aperture stitching /
- non-null /
- convex aspherical mirror
-

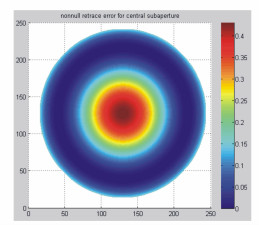
图 7 中心子孔径非零位检测误差
Figure 7. Non-null retrace error of central sub-aperture (pv 0.431λ rms 0.116λ)

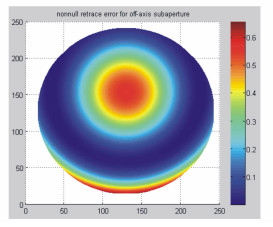
图 8 离轴子孔径非零位检测误差
Figure 8. Non-null retrace error of off-axis sub-aperture (pv 0.656λ rms 0.169λ)
-
[1] ZHANG X J, ZHANG Z Y, LI Z L. Manufacturing and testing of 1-m class SiC aspherical mirror[J]. Proc. of SPIE, 2007, 6721:672109-5. doi: 10.1117/12.782696 [2] MALACAL A. Optical Shop Testing[M]. New York:J.Wiley & Sons, 1992. [3] YANG H S, SONG J B, LEE I W, et al.. Testing of steep convex aspheric surface with a Hartmann sensor by using a CGH[J]. Opt. Express, 2006, 14(8):3247-3254. doi: 10.1364/OE.14.003247 [4] AKIRA O, JAMES C W. Plotting errors measurement of CGH using an improved interferometric method[J]. Appl. Opt., 1984, 23(21):3905-3910. doi: 10.1364/AO.23.003905 [5] GUO P J, YU J H. Design and certification of a null corrector to test hyperboloid convex mirror[J]. SPIE, 2006, 6150:259-263. http://proceedings.spiedigitallibrary.org/proceeding.aspx?articleid=1323209 [6] SU P, BURGE J H, PARKS R E. Application of maximum likelihood reconstruction of subaperture data for measurement of large flat mirrors[J]. Appl. Opt., 2010, 49:21-31. doi: 10.1364/AO.49.000021 [7] MURPH Y P, FLEIG J, FORBES G, et al.. Subaperture stitching interferometry for testing mild aspheres[J]. Proc. of SPIE, 2006, 6293:62930J. http://spie.org/x648.html?product_id=680473 [8] SUPRANOWITZ C, McFEE C, MURPHY P. Asphere metrology using variable optical null technology[J]. Proc. SPIE, 2012, 8416:841604-5. doi: 10.1117/12.2009289 [9] CHEN S Y, LI S Y, DAI Y F, et al.. Experimental study on subaperture testing with iterative stitching algorithm[J]. Opt. Express, 2008, 16(7):4760-4765. doi: 10.1364/OE.16.004760 [10] TIAN C, YANG Y Y, WEI T, et al.. Nonnull interferometer simulation for aspheric testing based on ray tracing[J]. Appl. Opt., 2011, 50(20):3559-3569. doi: 10.1364/AO.50.003559 [11] HOU X, WU F, YANG L, et al.. Experimental study on measurement of aspheric surface shape with complementary annular subaperture interferometric method[J]. Opt. Express, 2007, 15(20):12890-12899. doi: 10.1364/OE.15.012890 [12] 王孝坤.大口径离轴凸非球面系统拼接检测技术[J].中国光学, 2016, 9(1):130-136. http://www.chineseoptics.net.cn/CN/abstract/abstract9396.shtmlWANG X K. Measurement of large off axis convex asphere by systemic stitching testing method[J]. Chinese Optics, 2016, 9(1):130-136.(in Chinese) http://www.chineseoptics.net.cn/CN/abstract/abstract9396.shtml [13] 郭福东, 唐锋, 卢云君, 等.子孔径拼接干涉的快速调整及测量[J].光学精密工程, 2017, 25(10):2683-2688. http://d.old.wanfangdata.com.cn/Periodical/gxjmgc201710019GUO F D, TANG F, LU Y J, et al.. Rapid adjustment and measurement for subaperture stitching interferometry[J]. Opt. Precision Eng., 2017, 25(10):2683-2688.(in Chinese) http://d.old.wanfangdata.com.cn/Periodical/gxjmgc201710019 [14] 张磊, 刘东, 师途, 等.光学自由曲面面形检测技术[J].中国光学, 2017, 10(3), 283-299. http://www.chineseoptics.net.cn/CN/abstract/abstract9523.shtmlZHANG L, LIU D, SHI T, et al.. Optical free-form surfaces testing technologies[J]. Chinese Optics, 2017, 10(3), 283-299.(in Chinese) http://www.chineseoptics.net.cn/CN/abstract/abstract9523.shtml [15] 王孝坤.子孔径拼接干涉检测非球面技术的研究[D].长春: 中国科学院长春光学精密机械与物理研究所, 2008.WANG X K. Research on technique for testing of aspheric surfaces by subaperture stitching interferometry[D]. Changchun: Changchun Institute of Optics, Fine Mechanics and Physics, Chinese Academy of Sciences, 2008.(in Chinese) [16] 闫力松, 王孝坤, 郑立功, 等.大口径反射镜子孔径拼接自检验精度分析[J].红外与激光工程, 2014, 43(6):1920-1924. doi: 10.3969/j.issn.1007-2276.2014.06.040YAN L S, WANG X K, ZHENG L G, et al.. Large-diameter reflector mirror stitching accuracy analysis based on self-test[J]. Infrared and Laser Engineering, 2014, 43(6):1920-1924.(in Chinese) doi: 10.3969/j.issn.1007-2276.2014.06.040 -

 下载:
下载:






图(11)
计量
- 文章访问数: 2491
- HTML全文浏览量: 921
- PDF下载量: 235
- 被引次数: 0
